

Laser cutting with Nitrogen
Delivering nitrogen in the purities required for optimum laser cutting results
Many laser cutting applications rely on non-reactive (inert) gases as the assist gas. Nitrogen would be the typical choice for cutting stainless steels, aluminium and its alloys.
Cutting with non-reactive gases is often referred to as clean cutting or high-pressure cutting. Here, the material is melted solely by the laser power and blown out of the cut kerf by the kinetic energy of the gas jet. Unlike cutting with oxygen, the melt-shear removal process is the only active process as inert gases do not react with the molten metal and no additional heat is generated. Therefore, much higher laser power and gas pressures are required – also because the molten steel has quite a high viscosity compared with liquid iron oxide.
With nitrogen cutting, increasing the nitrogen pressure will result in faster cutting speeds. This speed gain is limited by the cooling effect of high-pressure gas flows. For mild steel and stainless steel thick sheets, the ideal pressure lies in the region between 10 and 15 bar. Higher figures are possible with the most powerful lasers available.
Meeting your Nitrogen Purity Challenges
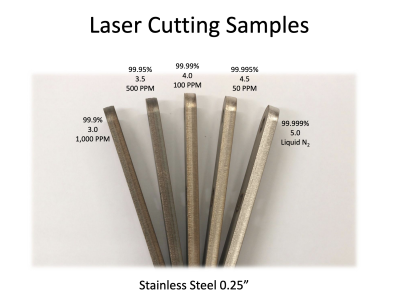
The nitrogen purity is important if a clean-cut edge is required, for example when cutting stainless steel or aluminium metals. Even small percentages of oxygen contamination will result in yellowing of the cut edge in stainless steel as a result of oxidation. Also, more dross may be formed, and this is difficult to remove.
The oxygen content in nitrogen becomes even more critical when very thick sections of stainless steel are being cut. Due to the lower cutting speeds, the material is able to react with the oxygen for longer. Hence a minimum nitrogen purity of 99.995% is often required.
